項目")
平面研磨加工技術(shù)
新光速指出平面研磨過程是一個受許多因素影響的復(fù)雜加工過程。研磨加工的方式、磨具的材質(zhì)和粒度、被加工材料的力學(xué)、物理、化學(xué)性能、研磨過程中的環(huán)境、壓力和速度等因素,以及整個研磨系統(tǒng)的動態(tài)和靜態(tài)特性等,都會直接或間接地影響研磨過程和研磨結(jié)果。因此,要對研磨過程出現(xiàn)的各種現(xiàn)象進行全面的討論分析。本章著重介紹平面研磨基礎(chǔ)概念,磨料相關(guān)性質(zhì),單顆磨粒的特性和受力等,力求建立一個比較完整的平面研磨加工機理的基礎(chǔ)概念模式。
1.平面研磨技術(shù)的定義
研磨加工通常是指利用硬度比被加工材料更高的微米級磨粒,在硬質(zhì)研磨盤作用下產(chǎn)生的微切削和滾扎作用實現(xiàn)被加工表面微量材料去除,使工件的形狀、尺寸精度達到要求值,并降低表面粗糙度,減小加工變質(zhì)層的加工方法.
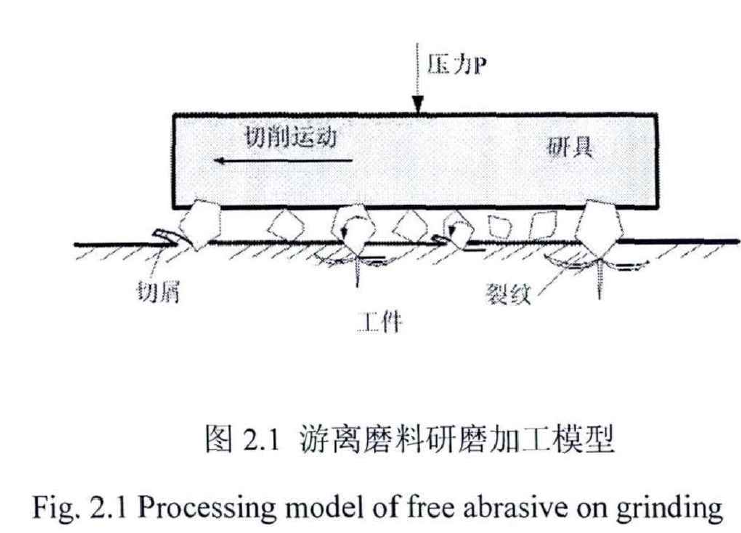
根據(jù)磨料的添加方式不同,研磨加工技術(shù)可以分為游離磨料研磨和固著磨料研磨,以及介于兩者之間的半固著磨料研磨。游離磨料研磨利用涂覆或壓嵌游離磨料與研磨劑的混合物,在一定剛性的軟質(zhì)研具上(常用鑄鐵或黃銅),通過研具與工件向磨料施加一定的壓力,磨粒在研具和工件的作用下,或滾動或滑動,從被加工工件上去除一定量的材料,從而提高工件的精度和降低表面粗糙度,達到精密研磨目的,如圖2.1所示:
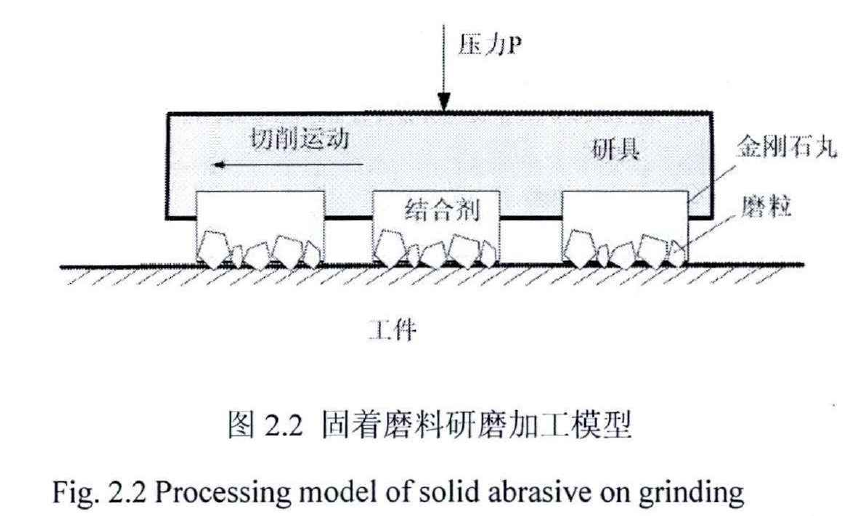
磨粒具有良好的等高性,在結(jié)合劑的作用下,不僅尺寸較大的磨料能與工件表面接觸,而且許多尺寸較小的磨粒也能與工件表面接觸,因此同時參與研磨的磨粒數(shù)量較多,相對于游離磨料研磨,在相同研磨壓力下,每個磨粒承受的壓力較小且均勻,研磨加工深度較淺,參與研磨的磨粒間距較小,可以獲得較小的表面粗糖度,特別是對于工程陶瓷零件的研磨,材料易于實現(xiàn)延性域去除,獲得無破碎加工表面。此外,采用固著磨料研磨,由于可以使用冷卻液,具有良好的散熱條件,研磨速度相對較高,大大提高了研磨效率。
半固著磨粒研磨介于游離磨料與固著磨料研磨之間。半固著磨具主要由磨粒、孔隙、結(jié)合劑組成,對磨料的約束力強度不大,當(dāng)硬質(zhì)大顆磨粒進入研磨加工區(qū)域時,該磨粒周圍磨粒可產(chǎn)生位置遷移,形成“陷講”空間使大顆磨粒陷入其中,與其他磨粒等高,達到自動修正磨具的作用。與傳統(tǒng)的游離磨料研磨相比,不存在磨粒飛濺的問題,參與研磨加工的磨粒數(shù)量多,磨粒所受到的壓力較為均勻,研磨切削深度也較為均勻,降低了對磨粒尺寸均勻性的要求;與傳統(tǒng)的固著磨粒磨具相比,由于半固著磨具存在“陷講”效應(yīng),所以不存在硬質(zhì)大顆磨粒或大的切屑對工件產(chǎn)生較深劃痕的問題,研磨加工質(zhì)量較高,降低了各研磨工序的加工時間,提高了生產(chǎn)效率。
相關(guān)資訊



")
同類文章排行
- 研磨中劃痕減免方法
- 手機殼PVD+AF
- 平面研磨拋光加工中劃痕產(chǎn)生的原因及如何預(yù)防
- 不銹鋼研磨材料及研磨工藝
- 鐘表拋光+PVD
- 拋光墊性能對拋光液的影響
- 油性研磨液和水性研磨液在平面研磨機上的應(yīng)用
- 手面聽筒網(wǎng)拋光+PVD
- 研磨中磨料的物理性能
- 精密平面研磨加工技術(shù)特點
