項目")
不銹鋼研磨材料及研磨工藝
帶鋼修磨分為中間修磨和成品修磨2種。中間修磨是在原料卷退火酸洗后,冷軋產(chǎn)品前進(jìn)行,一般稱為粗磨;成品修磨是在冷軋成品退火后進(jìn)行,一般稱為精磨。
研磨方法很多,研磨材料也有多種,要選擇研磨效率高并可得到良好加工表面的研磨方法和材料。新光速在此和各位同行和朋友一共分享。
2研磨材料
2. 1砂帶
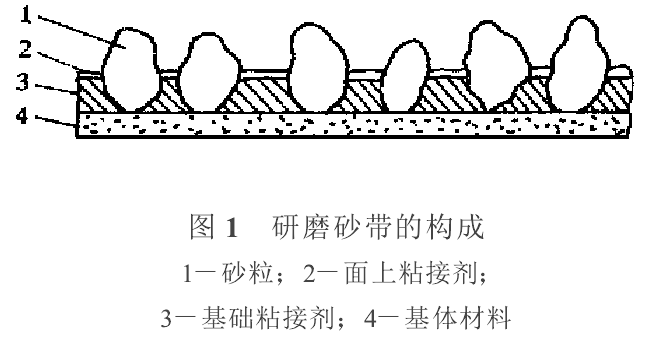
砂帶是不銹鋼修磨的基本材料,是決定修磨效率和質(zhì)量的關(guān)鍵。其構(gòu)成見圖1。不銹鋼修磨多使用氧化鋁砂帶。粘結(jié)劑使用天然膠和合成樹脂,并加添加劑。基體材料分為布質(zhì)和紙質(zhì)兩種,粗癖用砂帶一般為布質(zhì),即棉布或聚脂纖維;精癖時有的用紙質(zhì),即牛皮紙帶。
2. 2磨料(砂粒)
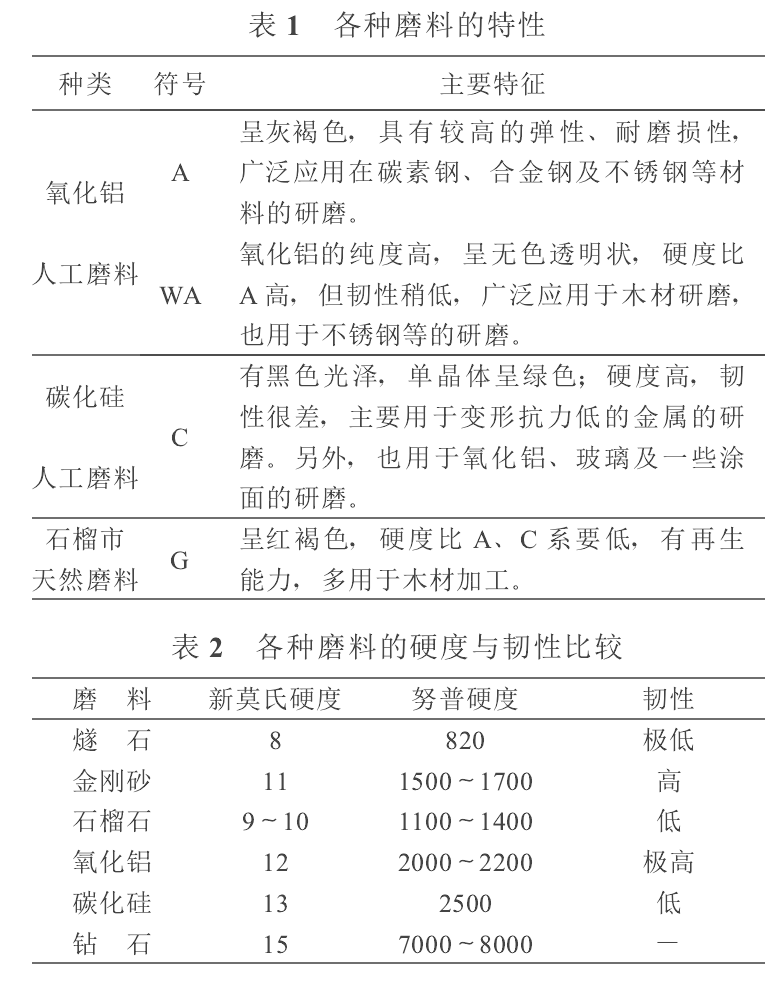
磨料多為人造磨料,如氧化鋁及碳化硅。表1示出各種磨料的特性。表2為各種磨料硬度與韌性的比較。
2. 3砂帶粒度與修磨質(zhì)量
根據(jù)磨料粒度的不同,砂帶有多種品號,其中80 ~ 220號為粗粒,240號以上為細(xì)粒。不銹鋼修磨時一般采用多種品號的混合砂帶,最常用的是80, 120, 150, 240號4種。
砂帶的修磨特性與砂輪不同。砂輪表面的砂粒磨損、脫落后,又露出新砂粒,其修磨性能不變。而砂帶經(jīng)過一定時間的修磨,砂粒頂端磨損、脫落后不再有新砂粒,因而砂帶的粒度隨修磨時間的增加,砂帶品號改變,如80號砂帶磨耗后會變成100號或120號。因此,在多頭修磨機組上,前面磨頭用過的砂帶,可在后面磨頭上繼續(xù)使用。
3研磨設(shè)備
3. 1修磨機的類型
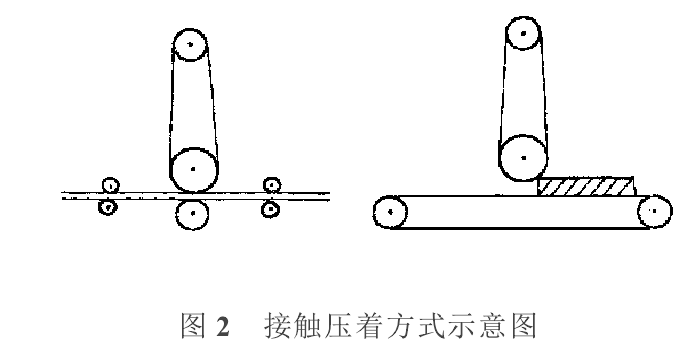
根據(jù)砂帶和帶鋼的接觸方式,或研磨砂帶的支撐方式,修磨機本體分為接觸壓著方式(見圖2>、壓板方式和自由研磨帶方式。不銹鋼、特殊鋼、欽鋼等鋼材的研磨,通常采用接觸壓著這種合成方式。
3. 2修磨機的組成
修磨機組分為粗磨,精磨及粗、精磨兩用等3種類型。機組由修磨機本體及開卷機、剪切機、焊機、拋光機、脫脂裝置、卷取機、墊紙機、卷紙機、潤滑油循環(huán)裝置等附屬設(shè)備構(gòu)成。
在帶鋼運行線上方設(shè)置修磨機磨頭。磨頭由一對惰輥和接觸輥組成。輥子套上環(huán)形砂帶,通過惰輥使砂帶張緊,并對中(惰輥一端可動);接觸輥的一端與傳動電機聯(lián)結(jié),通過輥子的高速旋轉(zhuǎn),使砂帶高速轉(zhuǎn)動。帶鋼夾在接觸輥和水平導(dǎo)向輥中間運行,通過水平導(dǎo)向輥給帶鋼一定壓力,實現(xiàn)帶鋼邊運行邊被修磨。#p#分頁標(biāo)題#e#
目前生產(chǎn)中使用的帶鋼修磨機一般為多頭式,使用最多的是3 ~6頭修磨機。
修磨機可正、逆轉(zhuǎn);可連續(xù)修磨也可反復(fù)修磨;可多卷鋼連續(xù)作業(yè)也可單卷修磨。不過單卷修磨時,頭、尾端不能磨,否則影響成材率。
4不銹鋼的修磨工藝
修磨工藝包括砂帶的選用和組合、修磨載荷和修磨速度的確定等等。具體操作時按規(guī)程進(jìn)行,但需說明以下問題。
4. 1各種鋼的修磨性能
不銹鋼的修磨性能因鋼種、退火狀態(tài)而異。磨削性能用SE(表示磨去單位量金屬所需的能量大小)來評價。5E-所需的修磨動力X帶鋼寬度X修磨深度X修磨速度。有代表性的3個鋼種的SE值,其相對關(guān)系為410(馬氏體鋼)G 430(鐵素體鋼)G 304(Ni系奧氏體鋼),即410比304易修磨。
4. 2修磨工藝流程
中間修磨是在熱軋卷退火酸洗后或在冷軋成中間規(guī)格退火后進(jìn)行。熱軋卷修磨是為改善板形,通常修磨前進(jìn)行一次小壓下量預(yù)軋(如10%的變形),修磨后可不經(jīng)退火直接冷軋。在中間規(guī)格上修磨時,帶鋼應(yīng)盡量厚一些,有利于提高效率和質(zhì)量。成品修磨在最終退火后進(jìn)行。修磨后需經(jīng)平整以修整板形。
4. 3修磨道次
修磨道次根據(jù)帶鋼表面狀況、產(chǎn)品要求和機組生產(chǎn)能力確定。一般每面只磨1 ~2次,每個道次只磨去0. O1 ~0. 02mm。因此,僅適于磨一般性缺陷,嚴(yán)重的冶金缺陷應(yīng)在前部工序解決。中間修磨通常修磨2面。而成品修磨一般只保證單面質(zhì)量。但是,單面修磨后,修磨面上會產(chǎn)生應(yīng)力變形,使帶鋼出現(xiàn)波形,在以后的平整中難以完全消除。為此,對其反面進(jìn)行1道同等應(yīng)力變形的一般性修磨。
5修磨品常見的表面缺陷
5. 1表面缺陷位置的判斷
精磨后帶鋼表面為最終成品表面,因此對修磨產(chǎn)生的表面缺陷必須注意。首先要查明缺陷的位置,根據(jù)出現(xiàn)缺陷的帶鋼間距來判斷其產(chǎn)生的位置,然后采取適當(dāng)?shù)奶幚泶胧H绻皫П砻娲嬖谌毕荩筛鶕?jù)砂帶轉(zhuǎn)數(shù)形成的間距找到缺陷。間距一過板速度令砂帶轉(zhuǎn)數(shù)
一過板速度X砂帶周度令砂帶線速度;如果接觸輥轉(zhuǎn)動產(chǎn)生缺陷,則間距一過板速度令接觸輥轉(zhuǎn)數(shù)。
5. 2修磨產(chǎn)生的主要缺陷及防止措施
(1)#p#分頁標(biāo)題#e#振紋。修磨機機械振動產(chǎn)生的缺陷。有時帶鋼本身凹凸不平也會產(chǎn)生。防止措施是改進(jìn)機械振動和改善接觸輥的動平衡。
(2)研磨不良。主要是砂帶砂粒局部脫落造成。有時因砂帶中混入異種粒度的砂此時要更換砂帶。
(3)條痕。修磨方向上產(chǎn)生光澤不均的缺陷,與基體相比,時白時暗。產(chǎn)生原因是擦試用具不干凈或是砂帶脫粒。此時應(yīng)更換砂帶。
相關(guān)資訊



")
同類文章排行
- 研磨中劃痕減免方法
- 手機殼PVD+AF
- 平面研磨拋光加工中劃痕產(chǎn)生的原因及如何預(yù)防
- 不銹鋼研磨材料及研磨工藝
- 鐘表拋光+PVD
- 拋光墊性能對拋光液的影響
- 油性研磨液和水性研磨液在平面研磨機上的應(yīng)用
- 手面聽筒網(wǎng)拋光+PVD
- 研磨中磨料的物理性能
- 精密平面研磨加工技術(shù)特點
